The landscape of modern metal fabrication has been irrevocably altered by the precision and power of plasma cutting technology. What was once the exclusive domain of heavy industrial shops, capable of slicing through thick steel plate with the focused intensity of a lightning bolt, has now found its way into a multitude of environments.
From the sprawling floors of shipbuilding yards to the more intimate spaces of artisan workshops and maker labs, the distinct hiss and flash of the plasma arc have become synonymous with efficiency and versatility. This evolution from colossal, fixed machinery to more accessible, computer-numerically-controlled (CNC) systems represents a significant technological democratization. It empowers a new generation of creators and industrial professionals to execute complex designs and clean cuts on conductive materials with a level of speed and accuracy that was previously unimaginable.
However, harnessing this potential consistently and safely is not without its challenges. The journey from acquiring a powerful tool to achieving flawless, repeatable results is paved with critical decisions and precise configurations. It involves selecting the right sensory equipment to interface with the real world, understanding the capabilities and requirements of the machinery itself, and mastering the digital bridge that translates design into physical action. This article delves into three pivotal aspects of this ecosystem, exploring the integral role of height control, the core technology of the cutter, and the vital software that brings it all together.
What is PlasmaSens and Why is it a Critical Component in CNC Plasma Cutting?
In the realm of CNC plasma cutting, the theoretical ideal is a perfectly flat, pristine sheet of metal, positioned with unwavering accuracy, and cut with a torch held at a miraculously consistent distance throughout the entire operation. The reality, of course, is quite different. Metal sheets are often bowed, warped, coated with mill scale, or resting at a slight angle on the cutting table.
To navigate this imperfect world and still achieve clean, precise, and consumable-saving cuts, the CNC system requires a set of eyes and a lightning-fast reflex system. This is precisely the role of PlasmaSens or an industrial-grade height control system. It is not merely an accessory; it is the fundamental bridge between the digital perfection of the CAD drawing and the physical unpredictability of the workshop environment.
At its core, PlasmaSens technology is an automated height control system. Its primary function is to manage the distance between the plasma torch’s electrode and the workpiece, a parameter known as the pierce height and cut height. This distance is not a trivial suggestion from the plasma cutter manufacturer; it is a critical variable that dictates cut quality, consumable life, and overall process reliability. The system typically consists of a sensitive electromechanical assembly attached to the torch carriage, sophisticated control logic, and software integration.
The process begins with an initial height sensing routine, often called “referencing” or “finding home,” where the torch descends until its tip gently touches the metal surface, establishing a precise Z-axis zero point. However, the true genius of a modern PlasmaSens unit is revealed after the pierce. Once the arc has blasted through the material, the system does not simply retract to a set height and hope for the best. It often employs arc voltage feedback, a brilliantly elegant closed-loop control method.
Here’s how it works: The voltage of the plasma arc is directly proportional to the distance it must travel. A higher voltage reading indicates a greater gap between the torch and the work, while a lower voltage signifies the torch is too close. The PlasmaSens controller constantly monitors this voltage thousands of times per second. It compares the real-time reading to a preset voltage value that the operator has defined as the ideal for the specific material type and thickness.
If the torch begins to rise over a hump in the metal, the arc lengthens, and the voltage increases. The controller instantly reacts by commanding the Z-axis motor to lower the torch, bringing the voltage back to its target setpoint. Conversely, if the torch moves into a dip, the voltage drops, and the controller raises the torch to maintain the correct gap. This continuous, micro-adjustment happens in real-time, ensuring the optimal standoff is maintained throughout the entire cut path, whether the metal is perfectly flat or wildly distorted.
The consequences of operating without a robust PlasmaSens system are severe and costly. Without it, the torch is fixed at a single height, blind to the topography of the metal below. A low spot results in the torch being too close, causing molten slag to be blown back onto the nozzle and shield, drastically accelerating consumable wear and often leading to a catastrophic failure called a “double-arcing” that can destroy the nozzle and swirl ring instantly.
A high spot leaves the torch too far away; the arc becomes weak and diffuse, resulting in a wide, beveled cut with excessive dross on the bottom edge and a failure to penetrate thicker material. Furthermore, the initial pierce is a moment of extreme thermal intensity.
A proper PlasmaSens sequence ensures the torch pierces at a higher, safer standoff to prevent splashback from destroying the tip, before smoothly transitioning down to the closer, more efficient cut height. This single function alone can double or triple the life of expensive consumables. Therefore, integrating a reliable PlasmaSens system is not an added expense; it is a fundamental investment in quality, reliability, and long-term operational economy, transforming a powerful but dumb tool into a smart, adaptive, and precision manufacturing instrument.
How Does a THC Plasma Cutter Function and What Are Its Core Components?
While the term “thc plasma cutter” is often used colloquially to describe an entire CNC cutting system, it is more accurately a defining feature of its operation. The plasma power supply itself is the heart of the operation, generating the immense energy required, but the integration of Torch Height Control (THC) is what gives it a sophisticated nervous system.
Understanding a thc plasma cutter system requires moving beyond the simple generation of a plasma arc and into the orchestration of that power with precision and intelligence. At its most fundamental level, a plasma cutter works by forcing a high-pressure gas (like air, oxygen, nitrogen, or an argon/hydrogen mix) through a constricted orifice, a copper nozzle.
A pilot arc, initiated by a high-frequency spark or a contact start method, ionizes this gas, turning it into a fourth state of matter: plasma. This plasma is electrically conductive and, when the main cutting arc is established, is superheated to temperatures exceeding 40,000°F, melting the metal it contacts while the high-velocity gas stream blasts the molten material away to create the kerf, or cut.
The core components of a complete thc plasma cutter setup extend far beyond the power supply. First is the plasma power source itself, an electrical inverter that converts utility AC power into a smooth, constant current DC output necessary for maintaining a stable arc. Its amperage rating (e.g., 45A, 85A, 125A) defines its capacity to cut through different thicknesses of metal.
Second is the torch, the hand-held or machine-mounted assembly that directs the gas and electrical current to the workpiece. It houses the critical and consumable parts: the electrode (which carries the negative charge), the nozzle (which focuses the arc and gas), the swirl ring (which spins the gas for a cleaner cut), and a shield cap (which protects these components). The third major component is the air compressor or gas bottles that provide the necessary gas flow at the correct pressure and purity, as contaminated air is a primary cause of poor cut quality and short consumable life.
However, the “THC” in thc plasma cutter signifies the integration of a fourth, crucial system: the automated torch height control. This subsystem includes the physical mechanism, typically a servo or stepper motor-driven Z-axis that moves the torch up and down. It also includes the sensor, often a simple but effective touch-off switch or a more advanced arc voltage feedback circuit. The brain of this operation is the THC controller, a dedicated unit that processes the signal from the sensor and sends corrective commands to the Z-axis motor driver.
The true magic of a high-functioning thc plasma cutter system is the seamless communication between these elements. For instance, during a cut, the CNC software (like Mach3) sends motion commands to the machine. Simultaneously, the THC controller independently monitors the arc voltage. It detects a deviation and sends its own adjustment signals directly to the Z-axis, all without interrupting the primary cutting path commanded by the CNC. This allows for real-time correction while the torch is moving at high speed, ensuring the arc length remains perfect even over rust, paint, or warped plate.
This sophisticated dance of power, motion, and feedback is what separates a basic cutting rig from a professional thc plasma cutter system capable of producing factory-quality results with remarkable consistency and efficiency, making it an indispensable tool for any serious metal fabrication shop.
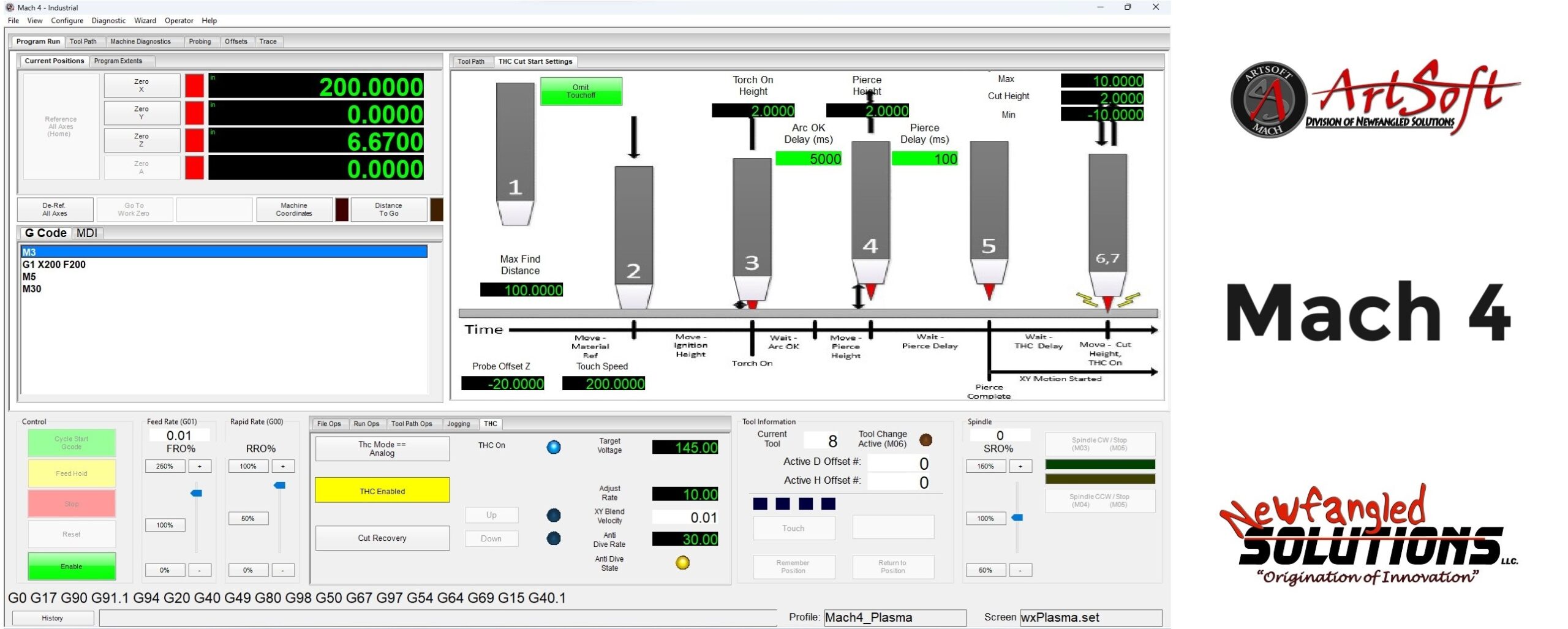
What is Involved in a Mach3 Plasma Setup and How is it Configured for Optimal Performance?
For a generation of CNC enthusiasts and small to mid-sized fabricators, the name Mach3 plasma setup is synonymous with affordable and powerful machine control. While newer software and dedicated hardware solutions have emerged, Mach3 remains a deeply entrenched and capable platform for running a plasma cutting system.

A Mach3 plasma setup refers to the complete process of configuring the Mach3 software, a Windows-based application, to act as the central nervous system for a plasma CNC machine. It involves a intricate dance of software settings, hardware interfacing, and parameter tuning to transform a personal computer into a robust industrial controller capable of safely and accurately driving the motors, controlling the torch, and integrating critical subsystems like THC.
The foundation of any Mach3 plasma setup is the hardware that bridges the digital world of the software with the physical components of the machine. This is most commonly a dedicated motion control board, such as the popular Mach3 ESS (Ethernet SmoothStepper), which connects to the computer via Ethernet. This external board is critical as it handles the real-time pulse streams for the stepper or servo motors with far higher precision and stability than a standard computer’s parallel port ever could.
This board connects to motor drivers, which in turn power the motors on each axis (X, Y, and Z). The inputs and outputs (I/O) on this board are the true workhorses of the Mach3 plasma setup. They are wired to physical switches: home and limit switches on each axis for establishing machine coordinates and preventing crashes, and a crucial input for the torch tip touch-off switch used by the THC. Outputs are wired to control relays that command the plasma cutter’s start/stop functions and to activate the THC system.
Configuring the software is where the Mach3 plasma setup truly comes to life, and this is a process demanding meticulous attention to detail. Within Mach3’s extensive menus, every single parameter of the machine must be defined. This includes setting the motor tuning for each axis—calculating and inputting the steps per inch (or mm) based on the motor drivers, lead screw pitch, and gear reductions to ensure movement commands in the software result in precise physical movement.
The velocity and acceleration values must be set to allow for rapid, accurate cuts without losing steps or causing the machine to shudder. Beyond basic motion, the plasma-specific functions are paramount. The operator must configure the dedicated THC screen within Mach3, telling the software which input pin is connected to the arc voltage signal from the plasma cutter.
This allows Mach3 to read the voltage and, in conjunction with an external THC controller or its own internal logic, make height adjustments. The software must also be told which output pin fires the relay to start the plasma cutter and which input is connected to the torch’s arc OK signal, a vital safety that confirms the arc has ignited before the machine begins to move.
A single misstep in this complex web of settings—a single incorrect pin assignment or a miscalculated steps-per-inch value—can lead to erratic behavior, poor cut quality, or a catastrophic crash. Therefore, a successful Mach3 plasma setup is a testament to a thorough and patient approach, resulting in a highly customizable and effective control system that, when tuned correctly, rivals the performance of far more expensive proprietary solutions.
Effortless Orchid Care: Building an Automated Orchidarium with IO Controllers and Relay Boards
The Compact Revolution: How USB Oscilloscopes are Shaping the Future of Signal Analysis
Mastering Precision: Exploring CNC Controllers, DIY Orchidariums, Flat Cable Cutters, and Flight Simulator Interfaces
Conclusion
The journey through the intricate ecosystem of a modern CNC plasma cutting system reveals a truth that transcends the raw power of the arc itself: precision is not born from a single component, but forged in the seamless integration of specialized technologies. The individual brilliance of a PlasmaSens system, the focused energy of a thc plasma cutter, and the commanding intelligence of a Mach3 plasma setup are, on their own, merely pieces of a puzzle. It is in their careful and deliberate synchronization that the transformation from simple metal severing to high-precision fabrication occurs. This synergy is the cornerstone of modern manufacturing agility, enabling both industrial giants and artisan workshops to respond with speed and accuracy to the demands of design and production.
The narrative of these technologies is ultimately one of dialogue. The PlasmaSens unit conducts a constant, real-time conversation with the workpiece, whispering data about its topography back to the controller. The thc plasma cutter acts upon this dialogue, its power modulated not by blind force but by informed instruction, adjusting its stance and intensity to maintain perfection across an imperfect canvas. All the while, the Mach3 plasma setup serves as the central translator and conductor, interpreting digital designs into mechanical action while processing a continuous stream of feedback to ensure every command is executed with unwavering fidelity. This is not a simple linear process but a complex, cybernetic loop of action, measurement, and correction.
Therefore, mastering this technology is less about understanding any single device in isolation and more about appreciating the holistic network they form. The future of this field lies not in increasingly powerful cutters alone, but in even smarter, more intuitive, and more deeply integrated systems. The lessons learned from configuring a robust Mach3 plasma setup, from respecting the critical role of a PlasmaSens height controller, and from harnessing the calibrated power of a true thc plasma cutter are fundamental. They provide the essential groundwork for embracing advancements in automation, IoT connectivity, and AI-driven optimization that are already on the horizon. In the end, the spark that cuts the metal is only the finale; the true art and science lie in everything that guides, sustains, and perfects that singular, brilliant moment of creation.